

Добро пожаловать в Чуанжун

Завод Dn20-200, 18 лет выпуска, полностью автоматический аппарат для электросварки.
«Искренность, инновации, тщательность и эффективность» — это неизменная концепция нашей корпорации, направленная на долгосрочное сотрудничество с клиентами для достижения взаимной выгоды и сотрудничества на протяжении 18 лет. Будучи молодой, быстро развивающейся компанией, мы, возможно, не самые лучшие, но мы делаем все возможное, чтобы стать вашим надежным партнером.
«Искренность, инновации, строгость и эффективность» — это неизменная концепция нашей корпорации, направленная на долгосрочное развитие и построение взаимовыгодных отношений с клиентами.Китайские аппараты для электросварки и сварочные аппаратыМы приложим все усилия для успешного сотрудничества и удовлетворения ваших потребностей, гарантируя высочайшее качество, конкурентоспособные цены и лучшее послепродажное обслуживание. Искренне надеемся на дальнейшее сотрудничество и достижение успехов в будущем!
Подробная информация
| Применение: | Электросварные фитинги для труб | Предоставляемое послепродажное обслуживание: | Бесплатные запасные части, монтаж на месте, ввод в эксплуатацию и обучение, техническое обслуживание и ремонт на месте, онлайн-поддержка, видеотехническая поддержка. |
|---|---|---|---|
| Гарантия: | Один год | Рабочий диапазон: | 20-1000 мм, 15 кВт |
| Выходное сварочное напряжение: | 8-75 В | Тип упаковки: | Деревянный ящик |
Описание продукта
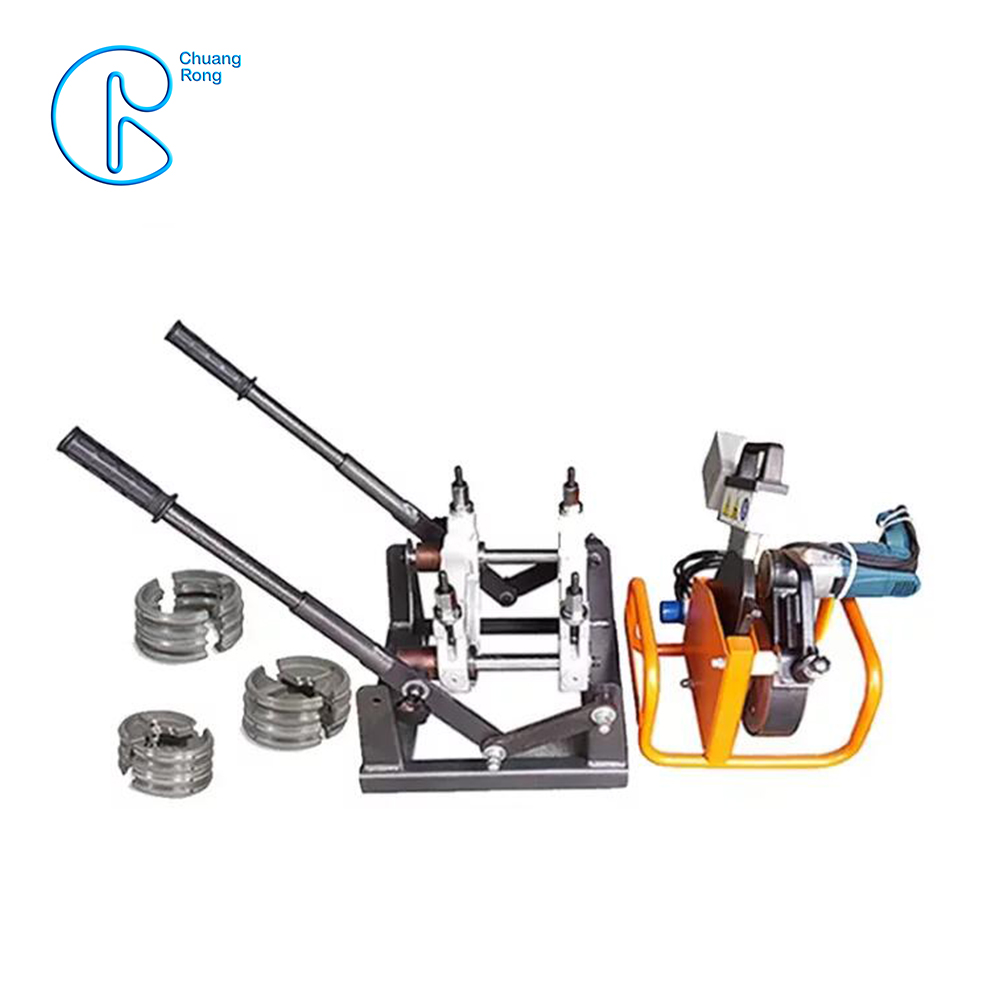
Сварочный аппарат диаметром 630 мм, используемый для нагрева соединений пластиковых труб из ПЭВП.
* В качестве управляющего ядра используется высокоуровневый микроконтроллер с широкими возможностями настройки параметров, измерения и совершенной защитной функцией;
*Высокояркий жидкокристаллический дисплей, поддержка нескольких языков, сенсорное управление, человеко-машинный интерфейс;
*Широкий диапазон напряжения питания и входного напряжения, подходит для работы на месте в электросетях;
*Высокоточный контроль электрической энергии и времени обеспечивает высокое качество сварки;
*Быстрое время отклика на прерывание питания, высокая стабильность;
*Поддерживается чтение записей с USB-накопителя;
*Поддерживается импорт параметров формулы с USB-накопителя;
*Поддерживается портативный USB-принтер, печать записей о сварке;
*С функцией автоматической идентификации и сопоставления труб;
*Хорошая функция защиты от удвоения сигнала;
*Благодаря программируемой функции сварки до 6 фаз, она может адаптироваться к различным требованиям сварки труб;
*Поддерживается ввод различных параметров сварки: ручной ввод, извлечение формул, ввод данных с помощью сканирования штрих-кода;
*В плате управления используется технология поверхностного монтажа (SMT), что снижает вероятность отказов всей машины.
Технические параметры
| Входной источник питания | Номинальное входное напряжение | 220 В ± 20% |
| Номинальная входная частота | 45–65 Гц | |
| Выходной источник питания | Номинальное выходное напряжение | См. определение типа. |
| Выходная мощность | См. определение типа. | |
| Характеристики управления | Режим управления | Постоянное напряжение, постоянный ток |
| Постоянная точность измерения электрической величины | ≤±0,5% | |
| Точность контроля времени | ≤±0,1% | |
| Точность измерения температуры | ≤1% | |
| Сканировать штрихкод | Сканирование 24-битных штрихкодов в соответствии со стандартом ISO 13950-2007 | |
| Окружающий | Температура окружающей среды | -20–50℃ |
| Температура хранения | -30~70℃ | |
| Влажность | Относительная влажность 20–90%, без конденсации. | |
| Вибрация | <0,5G, отсутствие сильной вибрации и ударов | |
| Высота | При высоте менее 1000 м над уровнем моря, если высота ≥ 1000 м, снижайте мощность в соответствии с GB/T3859.2-93. |
Описание функции
1 Однофазная сварка
После включения питания сварочный аппарат автоматически переходит в сварочный интерфейс, как показано ниже. Перемещайте курсор с помощью клавиш Shift влево и вправо, нажимайте кнопку «ОК». После того, как курсор переместится на нужный параметр, он будет выбран, и параметры начнут мерцать.
Для изменения значения параметра используйте клавиши «вверх» и «вниз», затем нажмите клавишу «ОК», чтобы сохранить значение данных. Если вы нажмете клавишу «ESC», чтобы отменить изменение, данные вернутся к значению до внесения изменений. Значение параметра «Сопротивление трубы 1,03» соответствует сопротивлению трубы.
После установки параметров сварки переместите курсор в положение «ЗАПУСК» и нажмите «ОК», чтобы начать процесс сварки.
Примечание: Если сопротивление трубы неизвестно, установите значение параметра «Сопротивление трубы 1,03» равным 0. В этом случае будет обнаружена только неисправность обрыва цепи (сопротивление трубы превышает 20 Ом или выходной ток равен 0). Однако эта настройка отключит функцию «сигнализация об определении сопротивления трубы», поэтому её нельзя будет установить при необходимости.

2 Многофазная сварка
Если в процессе сварки труб требуется многоэтапная сварка, необходимо изменить «параметры настройки» → установить значение параметра равным желаемому значению сегмента в «настройке количества сварных швов 1.02».
Например: сопротивление трубы 0,4 Ом, режим постоянного напряжения, 3 сварки, первая фаза: 35 В / 150 секунд, вторая: 40 В / 250 секунд, третья: 40 В / 280 секунд, время охлаждения 100 секунд.
Сначала необходимо изменить значение параметра «1.02 номер фазы сварки» на 3, установить значение параметра «1.03 сопротивление трубы» на 0,4 Ом, установить значение параметра «1.04 параметры сварки» на 35 В, а затем установить значение параметра «1.05 1».stУстановите время сварки на 150 секунд. На этом завершается первый этап настройки параметров сварки.
Наконец, необходимо установить значение параметра «Время охлаждения трубы 1.16» на 100 секунд. После этого настройка параметров сварки завершена. Нажмите кнопку «ESC», чтобы вернуться в интерфейс ожидания сварки. Вы увидите, что значения параметров и времени совпадают с предыдущими настройками. Переместите курсор на «RUN» и нажмите «OK», чтобы начать процесс сварки.
Этапы выполнения операции показаны ниже:

3. Сварка сканером
Если на трубе имеется штрихкод, как показано ниже, его можно считать с помощью сканера. Параметры сварки со штрихкодом следующие: постоянное напряжение: 39,5 В, время сварки: 200 секунд, время охлаждения: 15 минут.
После того, как пользователь правильно подключится, сканер издаст звуковой сигнал («бип»), и на интерфейсе ожидания сварки можно будет увидеть значения параметров сварки, проанализированных по штрихкоду.
Примечание: 1. Только сварочные аппараты, имеющие обозначение «S» и функцию сканирования, поддерживают функцию сканирования;
2. Штрих-код должен соответствовать типу штрих-кода «3.06»;
3. Необходимо использовать специальный сканер, предоставленный нашей компанией.
Совет: лазер и штрихкод не должны быть расположены под углом 90 градусов, для достижения наилучшего эффекта сканирования эффективный угол наклона вверх-вниз составляет ±65°, эффективный угол наклона вверх-вниз — ±60°, эффективный угол наклона вращения — ±42°. При сканировании штрихкода, пожалуйста, убедитесь, что лазер полностью покрывает штрихкод, иначе вы можете не считать правильные данные.

Приложение
Данное изделие представляет собой специальное соединительное устройство, используемое для электросварки или соединения труб высокого и низкого давления с полиэтиленовыми трубами.
 «Искренность, инновации, тщательность и эффективность» — это неизменная концепция нашей корпорации, направленная на долгосрочное сотрудничество с клиентами для достижения взаимной выгоды и сотрудничества на протяжении 18 лет. Будучи молодой, быстро развивающейся компанией, мы, возможно, не самые лучшие, но мы делаем все возможное, чтобы стать вашим надежным партнером.
«Искренность, инновации, тщательность и эффективность» — это неизменная концепция нашей корпорации, направленная на долгосрочное сотрудничество с клиентами для достижения взаимной выгоды и сотрудничества на протяжении 18 лет. Будучи молодой, быстро развивающейся компанией, мы, возможно, не самые лучшие, но мы делаем все возможное, чтобы стать вашим надежным партнером.
18 лет на заводеКитайские аппараты для электросварки и сварочные аппаратыМы приложим все усилия для успешного сотрудничества и удовлетворения ваших потребностей, гарантируя высочайшее качество, конкурентоспособные цены и лучшее послепродажное обслуживание. Искренне надеемся на дальнейшее сотрудничество и достижение успехов в будущем!
Отправьте нам ваше сообщение:
Категории товаров
-

Автоматическая полифузионная сварка нового образца 2019 года, производство Китай...
-

Завод по производству термопластика, армированного стальной проволокой...
-

100% Оригинальная китайская пластиковая крышка из HDPE PE80 PE100...
-
Оптовая цена в Китае: полиэтиленовый стыковой фитинг 355 мм...
-
Высокое качество для 1,5-дюймового 50-мм полиэтилена высокой плотности (PE100 HDP)...
-

Производитель ODM-продукции: E/F ElectroFusion Weding Machine...
Социальные сети




Наша компания
информация
Быстрые ссылки
связаться с нами
- ДОБАВЛЯТЬ:
Комната 911, корпус Т1, торговый центр Ring Center, улица Дунда, 333, Чэнду, Китай.
- ТЕЛ.: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Популярные товары - Карта сайта - AMP Mobile
Трубы и фитинги из ПЭВП, Ремонтный зажим, переходник "папа", Водопроводная труба, Фитинги для труб из ПЭВП, Фитинги для труб из ПЭВП,
-

Телефон
-

Электронная почта
-

WhatsApp
-

Skype
-

Вершина
Отправьте нам ваше сообщение:

- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur